In the plastics extrusion world, the two most commonly used extruders are single screw extruders and twin-screw extruders. Each type of extruder has unique features and characteristics that favor different applications. This articles discusses the major differences between twin screw and single screw extruders and some details about the advantages when used in different applications. We will also provide details on the design, build, and function of single screw and twin-screw extruders.
Single Screw Extruder
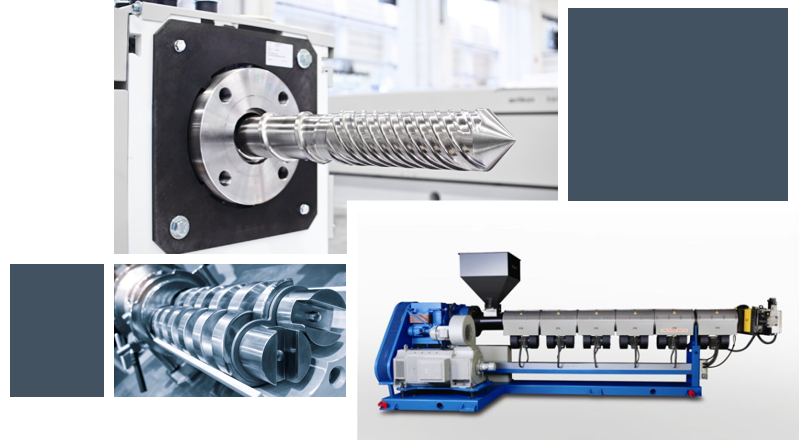
As evident from its classification a single crew extruder has a single screw in the extruder barrel. Single screw extruders are known for their reliability, durability, simple designs, and affordability. Common sizes range from 1 to 6 inch or 25 to 150mm with the L/D ratio ranging from 20 to 30 with 24 being the most common.
The basic operation of a single screw extruder is as follows. The solid material enters via the hopper and goes into the feed throat, the materials are conveyed thanks to the rotary motion of the screw. The thermal heat from the barrel and the mechanical sheer from the screw turn the solid material or polymer into a uniform melt that is then pushed out of the die. Typically, the single screw extruder consists of three systems including the extrusion system, transmission system, and heating and cooling system.
Extrusion System
The extrusion system on a single screw extruder is typically composed of a feeding system, screw, head, die, and barrel. The extrusion system’s main function is to convert the solid polymer material into a uniform melt. The conversion of solid polymer into molten plastic is one of the most important functions of an extruder and thus the extrusion system is considered to be the heart of the extruder, further the screw is considered the fundamental core component of the extruder.
Transmission System
A single screw extruder’s transmission system generally consists of a reducer, motor, and bearing. Its task is to drive the screw by providing the required speed and torque to the screw during the extrusion process.
The screw on a single screw extruder usually operates at a constant or fixed speed, which is essential for product uniformity and quality. In some circumstances it is necessary to adjust the screw speed in order to extrude different products or materials using the same equipment. DC motors, AC commutator motors, and other devices are typically used to enable step-less speed shifts. Typically, the screw operates at a speed of 10 ~ 100 Rpm.
Heating and Cooling System
The heating and cooling system on a single screw extruder plays an important function in the overall process. it is essential that the barrel is heated to an adequate temperature to enable the plasticization of the polymer material under the friction of the screw. The cooling of the barrel is equally as important as it limits the barrel temperature to an adequate range that ensures a smooth process.
Single Screw Extruder Applications
In a single screw extruder, the transportation of the material primarily depends on friction, this is a limiting factor when it comes to its feeding performance and as a result it becomes difficult to add other materials such as glass fiber, inorganic fillers, powder, and paste. Moreover, material conveying, pumping, and melting and mixing occur concurrently and interdependently. As a result, process control becomes difficult, which makes the process less efficient and less productive, this is especially true in high pressure conditions.
Nonetheless, the characteristics of a single screw extruder lend themselves to certain applications. Which Include
The basic operation of a single screw extruder is as follows. The solid material enters via the hopper and goes into the feed throat, the materials are conveyed thanks to the rotary motion of the screw. The thermal heat from the barrel and the mechanical sheer from the screw turn the solid material or polymer into a uniform melt that is then pushed out of the die. Typically, the single screw extruder consists of three systems including the extrusion system, transmission system, and heating and cooling system.
Extrusion System
The extrusion system on a single screw extruder is typically composed of a feeding system, screw, head, die, and barrel. The extrusion system’s main function is to convert the solid polymer material into a uniform melt. The conversion of solid polymer into molten plastic is one of the most important functions of an extruder and thus the extrusion system is considered to be the heart of the extruder, further the screw is considered the fundamental core component of the extruder.
Transmission System
A single screw extruder’s transmission system generally consists of a reducer, motor, and bearing. Its task is to drive the screw by providing the required speed and torque to the screw during the extrusion process.
The screw on a single screw extruder usually operates at a constant or fixed speed, which is essential for product uniformity and quality. In some circumstances it is necessary to adjust the screw speed in order to extrude different products or materials using the same equipment. DC motors, AC commutator motors, and other devices are typically used to enable step-less speed shifts. Typically, the screw operates at a speed of 10 ~ 100 Rpm.
Heating and Cooling System
The heating and cooling system on a single screw extruder plays an important function in the overall process. it is essential that the barrel is heated to an adequate temperature to enable the plasticization of the polymer material under the friction of the screw. The cooling of the barrel is equally as important as it limits the barrel temperature to an adequate range that ensures a smooth process.
- Heating System - Typically, the heating system utilizes electric heating, which is split into induction heating and resistance heating. The heating system heats the material in the barrel from the outside ensuring that the heat is within adequate range for the plasticization of the polymer material.
- Cooling System - The main function of the cooling system is to eliminate excess heat that is generated from the friction of the rotating screw. It is vital that the plastic maintains an appropriate temperature during the extrusion process, otherwise excessively high temperatures will make the plastic difficult to deform, scorch, or decompose.
- Extruders usually utilize either a water cooling or air cooling-based system. The type of cooling system typically varies by the size of the extruder. Small and medium extruders usually are better suited for air cooling. Larger extruders usually utilize a water cooling system or a combination of both water and air cooling.
Single Screw Extruder Applications
In a single screw extruder, the transportation of the material primarily depends on friction, this is a limiting factor when it comes to its feeding performance and as a result it becomes difficult to add other materials such as glass fiber, inorganic fillers, powder, and paste. Moreover, material conveying, pumping, and melting and mixing occur concurrently and interdependently. As a result, process control becomes difficult, which makes the process less efficient and less productive, this is especially true in high pressure conditions.
Nonetheless, the characteristics of a single screw extruder lend themselves to certain applications. Which Include
- Modified Compounding
- Film Extrusion
- Sheet Extrusion
- Profile Extrusion
- Pipe Extrusion
Single and Twin-Screw Extruder Main Differences
Overall, the twin screw extruder is a superior machine when compared to the single screw extruder for a number of reasons
However, the single screw extruder is still sufficient for several applications not to mention that it is more affordable and simpler in terms of design and operability.
Application Differences
Also, as mentioned earlier the application advantages for each machine are different, this is due to the design and principle of each extruder.
In a single screw extruder, the transportation of the material primarily depends on friction, this is a limiting factor when it comes to its feeding performance and as a result it becomes difficult to add other materials such as glass fiber, inorganic fillers, powder, and paste. Moreover, material conveying, pumping, and melting and mixing occur concurrently and interdependently. As a result, process control becomes difficult, which makes the process less efficient and less productive, this is especially true in high pressure conditions. Nonetheless, the characteristics of a single screw extruder lend themselves to certain applications. Which Include
Thanks to its remarkable mixing capabilities, greater process control, efficiency, productivity, and flexibility, the twin screw extruder is widely used in the plastics extrusion industry. Applications for this extruder may include:
- The mixing ability of a twin-screw extruder is much better than that of a single screw extruder. The forced transportation of material is made easier thanks to the meshing and rotating of its two screws and the raw material remains stable and uniform under the shearing and rotation of the twin screws. Thus, the material is mixed thoroughly and evenly.
- In the case of a co-rotating twin screw extruder the exhaust performance is superior to the exhaust effect of a single screw extruder. In a corotating twin screw extruder the shearing process of the material at the meshing area constantly updates the surface layer of the material and enhances the exhaust performance, something that is absent in a single screw extruder due to the surface renewal effect of the material being relatively small.
- The twin screw extruder also features faster extrusion speed and lower energy consumption per unit output than a single screw extruder. The twin screw extruder is also more efficient and better equipped for specialized processing such as powder processing or other specialized processes.
- The self-cleaning function on a twin-screw extruder is also better in general, as the cleaning function used to clear left over material from inside the barrel is usually automatic.
However, the single screw extruder is still sufficient for several applications not to mention that it is more affordable and simpler in terms of design and operability.
- Process control and ease of operation are two common characteristics on single screw extruders. The process control requirements for twin screw extruders are high and the operation can also be complex.
- Due to its relatively simple design the single screw extruder is much more affordable than a twin-screw machine. It is also easier to manufacture.
- Although the twin screw extruder beats out the single screw extruder in several metrics, the single screw extruder still has a wide range of applications
Application Differences
Also, as mentioned earlier the application advantages for each machine are different, this is due to the design and principle of each extruder.
In a single screw extruder, the transportation of the material primarily depends on friction, this is a limiting factor when it comes to its feeding performance and as a result it becomes difficult to add other materials such as glass fiber, inorganic fillers, powder, and paste. Moreover, material conveying, pumping, and melting and mixing occur concurrently and interdependently. As a result, process control becomes difficult, which makes the process less efficient and less productive, this is especially true in high pressure conditions. Nonetheless, the characteristics of a single screw extruder lend themselves to certain applications. Which Include
- Modified Compounding
- Sheet Extrusion
- Profile Extrusion
- Pipe Extrusion
Thanks to its remarkable mixing capabilities, greater process control, efficiency, productivity, and flexibility, the twin screw extruder is widely used in the plastics extrusion industry. Applications for this extruder may include:
- Compounding Extrusion
- PET Extrusion
- Sheet Direct Extrusion
- Foam Extrusion
|
|
© Copyright Extrusion Consulting Inc. 2023 All rights reserved.