March 31, 2022
Extrusion Head Care
Extrusion Head Care
With increasingly tight tolerance requirements for tubing, extrusion heads need to be manufactured to tight tolerances to achieve these requirements. Typical extrusions heads go through multiple cleaning cycles that over time will compromise the dimensions and tolerances that the components were manufactured to.
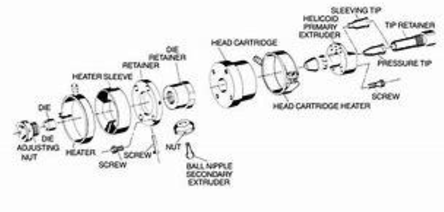
The individual components of typical heads are:
The individual components of typical heads are:
- Cartridge/body
- Helicoid/flow spreader/flow mandrel(s)
- Faceplate
- Die holder
- Tip retainer
The cartridge or body serves as the holder of many components.
The most important components of any head, and I’ll focus specifically here on crosshead designs, are the flow spreaders (aka helicoid or mandrel). Here are some areas to focus on:
- The main bore is machined to a tight tolerance to ensure a snug fit of the flow mandrel(s), and any slop from wear will lead to backflow and material stagnation that will result in tubing visual defects, aka FM (foreign material).
- The outside of the body also should be cared for as good clean contact with the heat source (heater band) is critical for even heating of the head and subsequent even material flow.
- The front of the body is machined to a tight tolerance to accept the concentricity adjustment ring, and this area should be cared for to both make concentricity adjustments easier and prevent leakage.
The most important components of any head, and I’ll focus specifically here on crosshead designs, are the flow spreaders (aka helicoid or mandrel). Here are some areas to focus on:
- The front ends of these are usually sharp and are very prone to damage and that can lead to tubing defects (lines). Big knicks are also a potential dead spot and may compromise (and damage) tips upon insertion.

- The bore for the tips that the tip retainer holds in place needs to be clean, smooth and defect free. If there is damage to either this bore or tips that are inserted, it will cause potentially irreparable damage to what are very expensive components. So not only should this bore be taken care of, but all tips also need to be inspected (see earlier article).
- The bottom (base) shoulder that fits snuggly into the body (aka cartridge) is machined to a very tight tolerance. This is critical to prevent backflow and material stagnation that will lead to visual defects in product. It also ensures the components are well centered for even flow.
- With multi-layer heads where flow spreaders are nestled together wear is critical. As these components wear from multiple cleanings the ability to achieve layer concentricity is severely impacted. If wear is monitored and limited to coating wear, the components can be stripped and recoated for a big savings over a complete head replacement. This (wear) is possibly one of the biggest contributors to concentricity setup challenges as these components age.
- With self-centering, taper fit designs, special care must be taken to handling and cleaning to ensure the components fit together correctly.
- Wear to the sharp edges of the flow channels should also be monitored. As the sharp edges wear away areas of poor flow create material stagnation that can lead to visual defects (foreign material). These flow channels, whether simple design or spiral mandrel design, are designed to achieve even flow at the end of the flow spreader, so any wear will make concentricity adjustments harder.
The faceplate wear will result in poor fit into the front of the body which will eventually compromise concentricity adjustments. Damage to the threads for the centering bolts will also compromise performance/use.
The die holder, and the die OD should be maintained in spec to prevent leakage around the die which will cause a potential line to be shut down for cleaning or component replacement. There are also flats on the die holder for concentricity adjustments which are prone to damage from the end of the adjustment bolts, and if these flats aren’t kept smooth concentricity adjustments will be compromised.
Tip retainers see the least wear and damage however, the threads should be kept clean and in good shape. Damaged threads can lead to the flow spreader being irreparable damaged.
The main events that can lead to crosshead damage are disassembly and cleaning. If bad, dirty or damaged components are forced together during assembly, disassembly will be tough and may require special tools. Often these are not available and incorrect tools result in often irreparable damage. Placing the components in basket for cleaning, such as the location will also lead to damage. Often flow spreaders are placed under other heavy components and the fronts get damaged. The cleaning tools and materials such as Scotchbrite and other polishing methods will wear any components over time (possibly in as little as 6 months). Annealing over time due to the temperatures used during cleaning also accelerates this wear.
Another issue compromising extrusion head performance is with mixing components. Each head is manufactured to tight tolerances and typically matched up at the time they are manufactured. Mixing these components, especially the body and flow spreader can lead to sloppy matches compromising the heads performance.
© Copyright Extrusion Consulting, Inc., 2022. All rights reserved.
|
|
© Copyright Extrusion Consulting Inc. 2023 All rights reserved.