This article is the third in the series of articles by industry veteran Peter Turk. This article focuses on Tip Care for Medical Device Extrusion. Please bookmark this space for more great topics.
January 4, 2022
Tooling Control - Tip Care for Medical Device Extrusion by Peter Turk
Tooling Control - Tip Care for Medical Device Extrusion by Peter Turk
As noted in a prior article, possibly the most important area of tooling control to invest time in is for the tips and tips. These are the last components (surfaces) that the tubing sees before exiting the extrusion head (crosshead), and as such any defects on the tip and tips will leave marks on the tubing. Internal lines from the tip are also possible, but less likely as tip inspection and care is easier.
Tips come in several designs. The main design changes would be either pressure or tubing design. The major difference in design would be that tubing tips have an extended tip, often a hypo-tube. With tubing tips, typically tip larger outside diameters, over 0.100 inches, are usually referred to as fixed. Under this size hypo-tubes are often used and matched to what is really a pressure tip.
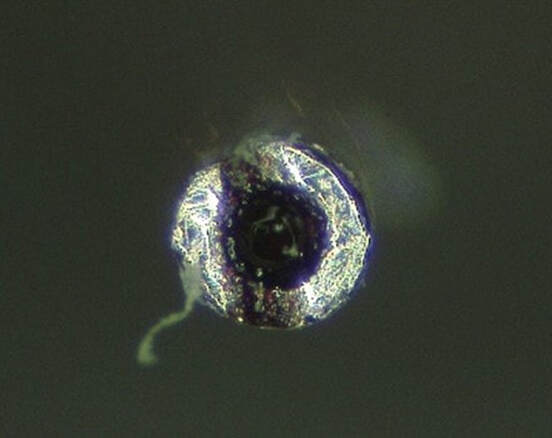
Tip damage can lead at least two issues. One is the potential to leave lines on the inside of tubing. Additionally, an uneven or damaged tip can lead to tip drool buildup that will result in the tubing being occluded (blocked). This can also lead to poor ID control. The main concern with tip damage is at the very end of the tip, again where the polymer flow exits the extrusion head. The end of the tip must be square with a clean, sharp edge. The pictures below show the end of a tip pulled from the production floor before (figure a) and after repair (figure b).
Tips come in several designs. The main design changes would be either pressure or tubing design. The major difference in design would be that tubing tips have an extended tip, often a hypo-tube. With tubing tips, typically tip larger outside diameters, over 0.100 inches, are usually referred to as fixed. Under this size hypo-tubes are often used and matched to what is really a pressure tip.
Tip damage can lead at least two issues. One is the potential to leave lines on the inside of tubing. Additionally, an uneven or damaged tip can lead to tip drool buildup that will result in the tubing being occluded (blocked). This can also lead to poor ID control. The main concern with tip damage is at the very end of the tip, again where the polymer flow exits the extrusion head. The end of the tip must be square with a clean, sharp edge. The pictures below show the end of a tip pulled from the production floor before (figure a) and after repair (figure b).
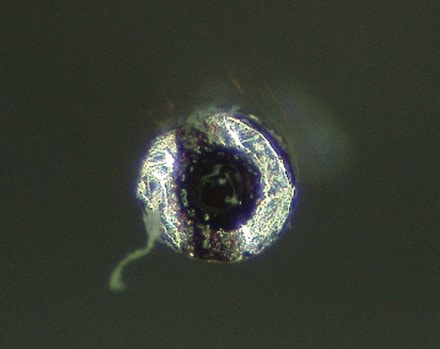
Figure A - Tip end after being removed from service.
|
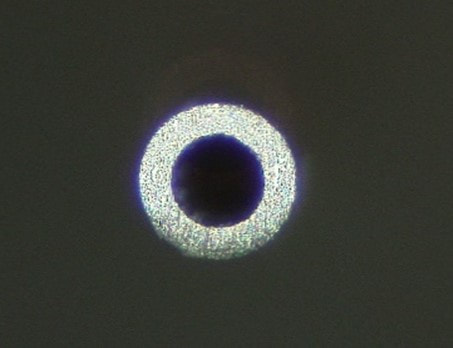
Figure B - The same tip end after repair.
|
Damage on the final land of the tip will also lead to imperfections in the tubing. Figure C shows a nice clean tip end. Figure D shows a tip end with damage.

Figure C - A nice clean tip end.
|

Figure D - A damaged tip end.
|
Care for tips with the use of hypo-tubes is relatively easy. Just replace the hypo-tube. Unfortunately, in some applications I have seen the hypo-tubes that are silver soldered into the tip body. This makes repair a timely prospect and adds to the complexity as keeping the tip perfectly straight is very hard. If the tip is not straight, process dial-in and stability will be compromised, and in most cases will require replacement of the tip.
The end of the tip and or/hypo-tube can be cleaned up using very fine sandpaper (400 and above) or a surfacing stone (like used for knife sharpening). If hypo-tubes are sacrificial (after each use), they can be purchased already dressed bur should always be inspected for use.
Another area of the concern is the main body of the tip, as this must fit into the tip holder. The tolerances for mating are very tight, and any wear can lead to leakage and backflow which can lead to challenges during disassembly. In some cases, I have seen damaged tips being forced in galling up both the tip body and tip retainer making tip removal a challenge.
The documentation system should allow for tracking all components. All tips should be serialized (or otherwise identified) so they can be tracked. After each use and cleaning cycle each tip must be inspected, and this should be documented. Any tips that are deemed unacceptable must be segregated (quarantined) until disposition is completed. This may be rework, repair or scrapping. Additionally, visual standards should be developed and maintained. A vision system such as a Keyence VHX can take images that can be imported directly into a word document. It is important to link these to the visual standards and the tubing defects.
The end of the tip and or/hypo-tube can be cleaned up using very fine sandpaper (400 and above) or a surfacing stone (like used for knife sharpening). If hypo-tubes are sacrificial (after each use), they can be purchased already dressed bur should always be inspected for use.
Another area of the concern is the main body of the tip, as this must fit into the tip holder. The tolerances for mating are very tight, and any wear can lead to leakage and backflow which can lead to challenges during disassembly. In some cases, I have seen damaged tips being forced in galling up both the tip body and tip retainer making tip removal a challenge.
The documentation system should allow for tracking all components. All tips should be serialized (or otherwise identified) so they can be tracked. After each use and cleaning cycle each tip must be inspected, and this should be documented. Any tips that are deemed unacceptable must be segregated (quarantined) until disposition is completed. This may be rework, repair or scrapping. Additionally, visual standards should be developed and maintained. A vision system such as a Keyence VHX can take images that can be imported directly into a word document. It is important to link these to the visual standards and the tubing defects.
© Copyright Extrusion Consulting, Inc., 2022. All rights reserved.
|
|
© Copyright Extrusion Consulting Inc. 2023 All rights reserved.